

企业名称:大连世盛管道阀门制造有限公司
地址:大连长兴岛经济区
电话:0411-85288878
传真:0411-85288878
网址:www.lndlss.com
邮编:116317

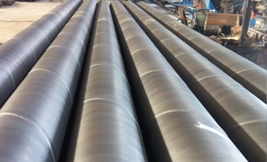
大连螺旋钢管焊前预热,焊后缓慢冷却,使热影响区的奥氏体分解能在足够的温度区间内进行,避免淬硬组织的产生,同时有减少焊接应力的作用;焊接后及时进行低温退火,去氢处理,消除焊接时产生的应力,并使氢及时扩散到外界去;选用低氢型焊条和碱性焊剂或奥氏体不锈钢焊条焊丝等,焊材按规定烘干,并严格清理坡口;加强焊接时的保护和被焊处表面的清理,避免氢的侵入;选用合理的焊接规范,采用合理的装焊顺序,以改善钢管的应力状态。
1.鼓胀法
一种是在大连地区螺旋钢管管内放置橡胶,上方用冲子压缩,使管子凸出成形;另一种方法是液压鼓胀成形,在管子中部充入液体,液体压力把管子鼓成所需要的形状,波纹管的生产大部分用的是这种方法 。
2.锻压法
用型锻机将管子端部或一部分予以冲伸,使外径减少,常用型锻机有旋转式、连杆式、滚轮式。
3.弯曲成形法
有三种方法较为常用,一种方法叫伸展法,另一种方法叫冲压法,第三种滚轮法,有3-4个辊,两个固定辊,一个调整辊,调整固定辊距,成品管件就是弯曲的。
4.冲压法
在冲床上用带锥度的芯子将管端扩到要求的尺寸和形状。
5.滚轧法
一般不用芯轴,适合于厚壁管内侧圆缘。
6.滚轮法
在管内放置芯子,外周用滚轮推压,用于圆缘加工。







 淘宝旺旺
淘宝旺旺