


企业名称:大连世盛管道阀门制造有限公司
地址:大连长兴岛经济区
电话:0411-85288878
传真:0411-85288878
网址:www.lndlss.com
邮编:116317

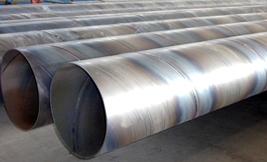
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
大连螺旋钢管生产工艺与部标是相同的,要说区别在于原材料厚度的选择和检测方法上,通常国标螺旋钢管选择的板材壁厚为下差0.5或者0.6的,但是5037螺旋钢管通常选择板材的下差厚度为1.0,螺旋钢管出厂前9711标准的钢管通常需要两道检测工艺,一种是水压测试,另外一种是探伤,探伤通常是通过超声波检测,两道工序确定了钢管的承压能力和焊缝的质量、焊缝质量要求均匀,9037标准的钢管通常只是进行水压测试,保证好承压能力不漏水就可以了。大连优质螺旋钢管是将带钢或卷板按螺旋形弯曲成形,用双面埋弧自动焊进行内缝和外缝的焊接制成的螺旋钢管,由于以下原因它能广泛地应用于水,电,化工等行业生产中。
1)只要改变成形角度,就可以用同一宽度的带钢生产各种口径的钢管,易于调型。
2)因为是连续弯曲成形,所以螺旋管的定尺长度不受限制,长度可随意定。
3)焊缝螺旋形均匀分布在整个螺旋管圆周上,所以螺旋管的尺寸精度高,强度也较强。
4)易于变更尺寸,适合于小批量、多品种螺旋管的生产。
螺旋钢管的焊缝比同规格的直缝管的焊缝长,同种规格壁厚下,螺旋钢管承受的压力最大。







 淘宝旺旺
淘宝旺旺