


企业名称:大连世盛管道阀门制造有限公司
地址:大连长兴岛经济区
电话:0411-85288878
传真:0411-85288878
网址:www.lndlss.com
邮编:116317

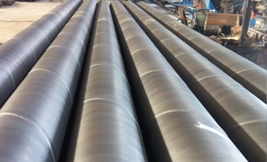
大连螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。
随着工业的发展,工程上对于大连厚壁螺旋钢管的使用提出了更高的要求,之所以会出现厚壁螺旋管道,是因为有些需要输送的介质产生的压力是普通螺旋钢管无法承受的,如果换做直缝钢管或者无缝钢管的话,会大大增加工程的开支,如果是具有危险性的介质我们增加成本是不可避免的,所以在选用管道的时候是根据工程需要输送的介质和介质会产生的压力决定的。
在大连螺旋钢管业内生产较大口径直缝钢管时会使用丁字焊技术,即将一段段短的直缝钢管再进行对接,接成符合工程需要的长度,丁字焊直缝钢管缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。螺旋钢管的强度一般比直缝钢管高,主要生产工艺是埋弧焊。
大连螺旋钢管其原料就是以带钢卷板为原材料,惊颤温挤压成型,以自动双丝双面埋弧焊工艺焊接成的螺旋缝钢管。原材料即带钢卷,焊丝,焊剂,在投入前都要经过严格的理化检验,带钢头头尾对接,采用单丝或者双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊,成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理,采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送,采用控或内控辊式成型,采用焊缝间隙控制装置来报证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制,内焊和外焊,均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范,焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖。







 淘宝旺旺
淘宝旺旺